キャントコイルスプリングの力緩和を防ぐ方法
キャントコイルスプリングにおける力の減衰は、電気的故障、シール漏れ、製品寿命の低下につながる可能性があります。材料のクリープ、温度の影響、溝の設計ミスなど、力減衰の工学的原因を学び、安定した長期的なスプリング性能を維持するための実証済みの戦略をご覧ください。

キャントコイルスプリングにおける力の減衰は、電気的故障、シール漏れ、製品寿命の低下につながる可能性があります。材料のクリープ、温度の影響、溝の設計ミスなど、力減衰の工学的原因を学び、安定した長期的なスプリング性能を維持するための実証済みの戦略をご覧ください。
はじめに
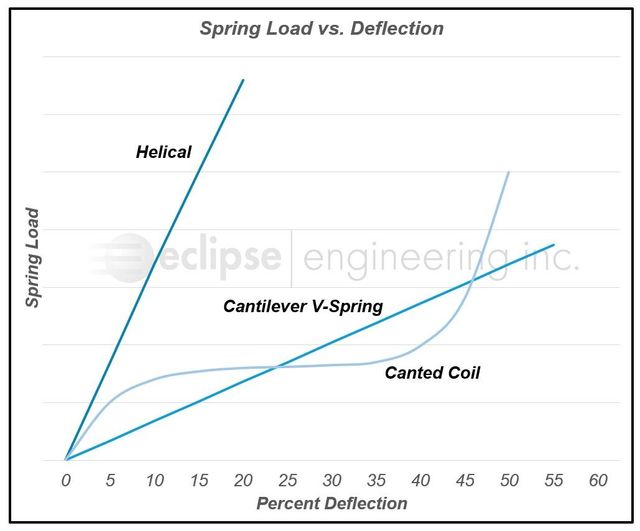
コイルスプリング で広く使用されている。 電気接点、EMIシールド、シーリングシステム、精密メカニカルアセンブリ それは、彼らの能力によるものだ。 大きなたわみ範囲でほぼ一定の力.
しかし、エンジニアが直面する最も一般的な課題の1つは、次のようなものだ。 力緩和-時間の経過とともに、接触力が徐々に低下すること。
そのままにしておくと、力の弛緩を引き起こす可能性がある:
- 電気的断続性
- シール漏れ
- 耐振動性の低下
- 早期摩耗
- 現場での失敗
理解する なぜ 力緩和の発生とその防止方法は、要求の厳しい用途で長期的な信頼性を達成するために極めて重要である。
この記事では、力の弛緩の根本的な原因と、それを解消するための実践的な方法について、詳細な工学的ガイドを提供する。
キャントコイルスプリングにおける力緩和とは?
力の弛緩とは 一定のたわみの下でのバネ力の漸進的減少.
突然の機械的故障とは異なり、弛緩はゆっくりと起こり、パフォーマンスが低下するまで気づかれないことが多い。
キャントコイルスプリングでは、弛緩は主に次のような要因で生じる:
- 応力下での冶金的変化
- 動作温度の上昇
- 連続圧縮
- 不適切な溝形状
- 素材のクリープ
10-20%の力降下でも、導電性やシーリングの完全性を損なうのに十分です。
力弛緩の主な原因
1.材料の応力緩和とクリープ
持続的な荷重を受けると、すべての金属は応力緩和を経験する。
低級ステンレス鋼は特に傷つきやすい。
高温下で1000時間使用した場合の典型的な力損失:
| 素材 | フォースロスの目安 |
|---|---|
| 302ステンレス鋼 | 20-30% |
| 316ステンレス鋼 | 15-25% |
| ベリリウム銅 | 8-15% |
| エルジロイ | <8% |
| インコネル X-750 | <5% |
| MP35N | <5% |
高性能合金は、長期安定性において標準的な材料を劇的に凌駕する。
2.過度の使用温度
温度は金属内の原子運動を加速させ、応力緩和を早める。
一般的なガイドライン
- 100℃以下 → 最小限の弛緩
- 100-150°C → 中程度の弛緩
- 150℃以上 → 力が急速に減衰(ステンレス鋼の場合)
高温環境では、以下のようなニッケル基合金が使用される。 インコネル®またはMP35N が不可欠だ。
3.不適切な溝設計
溝の形状は、荷重がどれだけ均等に分散されるかを直接決定する。
よくある設計ミスは以下のようなものだ:
- 浅い溝の深さ
- シャープなコーナー
- 過大なラジアルクリアランス
- 非平行サイドウォール
これらは局所的な過大応力を引き起こし、弛緩を加速させる。
溝が悪いと、スプリング寿命が40%より短くなることが多い。
4.組み立て時の過圧縮
推奨される使用たわみを超えてスプリングを設置すると、その弾性構造に永久的な損傷を与える。
これは次のことにつながる:
- 即座の予圧低下
- 非線形力挙動
- 急速なリラクゼーション
組み立て時の圧縮をコントロールすることが重要である。
5.製造上のばらつき
ワイヤ径、コイルピッチ、熱処理が一定でないため、予測できない力が出力される。
低品質のスプリングは、バッチごとに大きな力のばらつきを示すことが多い。
専門メーカーが実施:
- 厳しい寸法公差
- 熱安定化
- ロットレベルの力試験
一貫性を確保するためだ。
力の弛緩を防ぐ工学的戦略
1.用途に適した素材を選ぶ
素材の選択は、リラクゼーションを軽減する最も効果的な方法である。
用途別の推奨素材
| アプリケーション環境 | 推奨合金 |
|---|---|
| 高温 | インコネル®、MP35N |
| 電気接点 | ベリリウム銅 |
| 腐食性環境 | 316ステンレス |
| 長期シーリング | エルジロイ |
材料をアップグレードするだけで、最大50%まで力保持力を向上させることができる。
2.溝の形状を最適化する
適切な溝設計により、コイルが均一に噛み合う。
ベストプラクティス:
- 溝深さ=ワイヤー径×0.85~0.95
- コーナー半径 ≥ 0.2 mm
- コントロールされたラジアルクリアランス
- 平行溝壁
これにより、局所的なストレスを防ぎ、長期的な安定性を向上させることができる。
3.制御された作業範囲を定義する
たわみだけを規定するのではなく、エンジニアはこう定義すべきである:
- 初期プリロード
- 操作偏向ウィンドウ
- ターゲットフォースレンジ
これにより、弛緩が加速する非線形領域にバネを押し込むことを避けることができる。
4.熱安定剤の塗布
高品質のキャントコイルスプリングは、残留応力を緩和するために成形後に熱処理が施されます。
これにより、早期戦力ダウンを大幅に抑えることができる。
5.荷重たわみ試験による検証
プロのサプライヤーが実行する:
- 荷重-たわみ曲線測定
- ロット・ベース・サンプリング
- 統計的プロセス制御
これにより、すべての製造バッチが力要件を満たすことが保証される。
比較バネの型とリラックスの動作
| スプリング・タイプ | 力の安定性 | 偏向範囲 | リラクゼーション・レジスタンス |
|---|---|---|---|
| 圧縮スプリング | 低い | 狭い | 中程度 |
| リーフスプリング | 中程度 | 限定 | 中程度 |
| カント・コイル・スプリング | 高い | 広い | 素晴らしい |
適切に設計されたキャントコイルスプリングは、長期的な力の安定性において従来のスプリングよりも優れています。
なぜ高品質製造が重要なのか
低価格のスプリングは、次のような重要なステップを省略していることが多い:
- ストレス解消
- 精密成形
- 寸法検査
- 強制検証
これらの近道は、早すぎる弛緩を直接的に引き起こす。
エンジニアリング・グレードのサプライヤーは投資を行う:
- CNCコイル成形
- 真空熱処理
- レーザー計測
- 完全な材料トレーサビリティ
これにより信頼性が飛躍的に向上する。
結論
これは、明確な解決策を伴う工学的課題である。
主な貢献者は以下の通り:
- 素材のクリープ
- 温度上昇
- 溝の設計ミス
- 過圧縮
- 製造上の矛盾
適切な材料選択、精密な溝設計、制御された作業範囲、および専門的な製造工程を適用することにより、エンジニアは達成することができます:
✅ 安定した接触力
✅ 信頼性の高い電気性能
✅ シール性の向上
耐用年数の延長
✅ 現場での故障の減少
正しく設計された場合、キャントコイルスプリングは、過酷な環境下でも長期的に優れた荷重安定性を提供します。