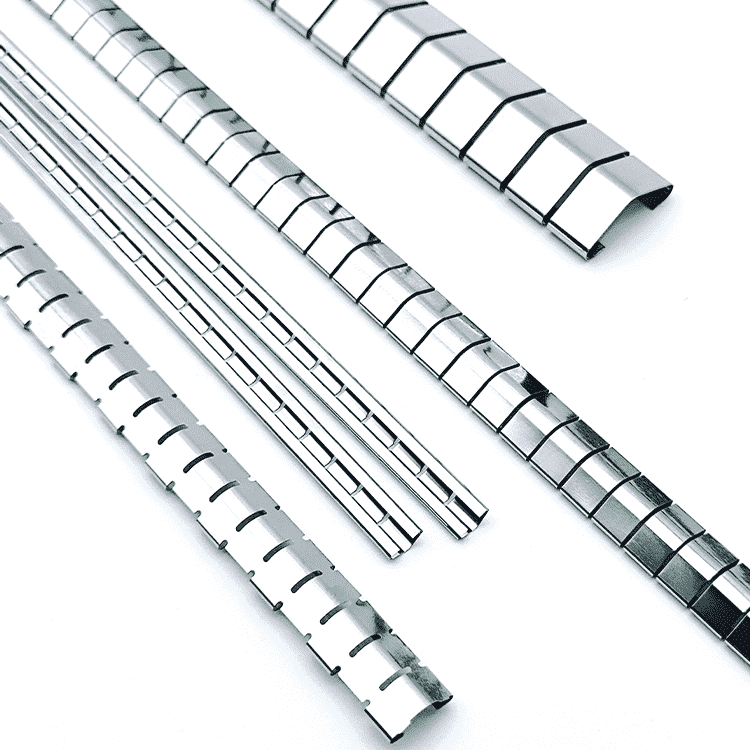
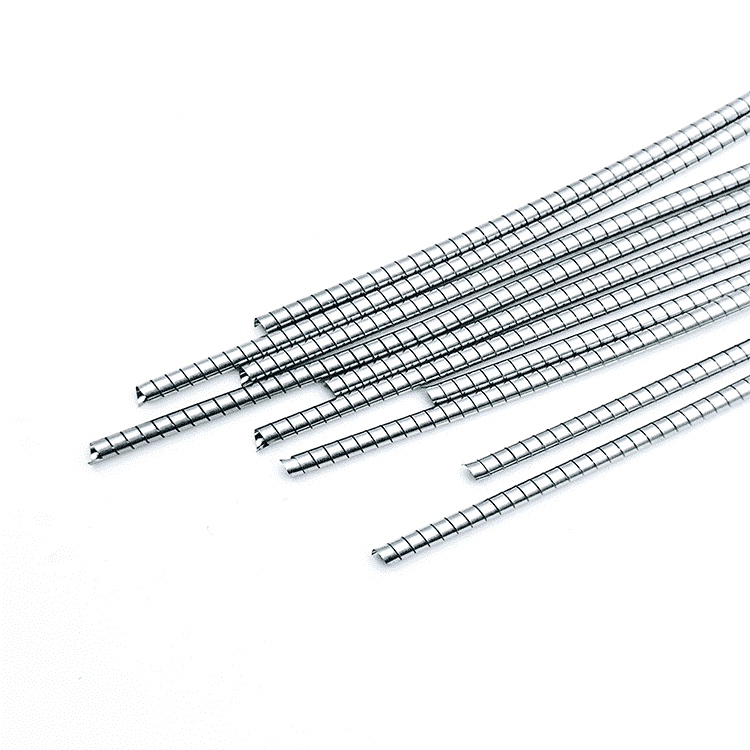
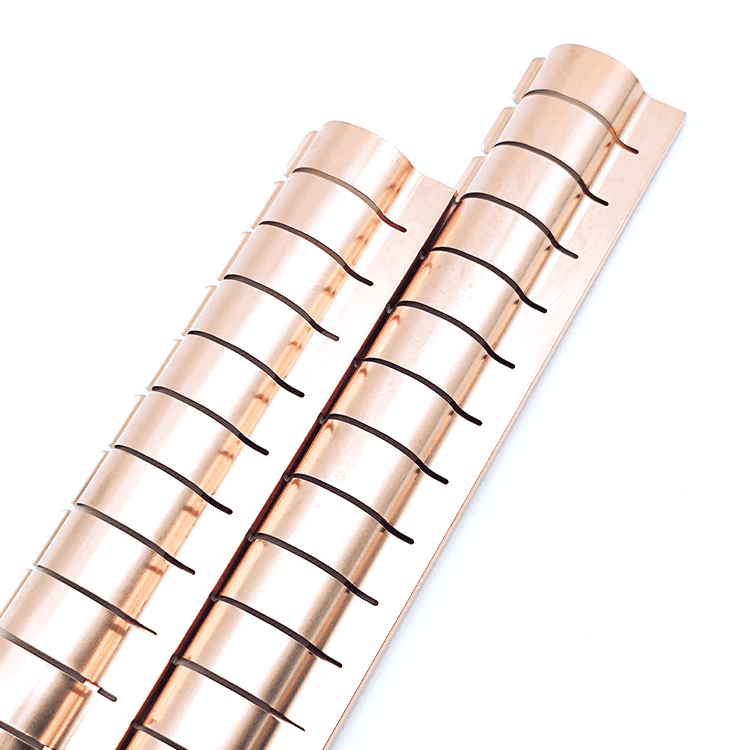
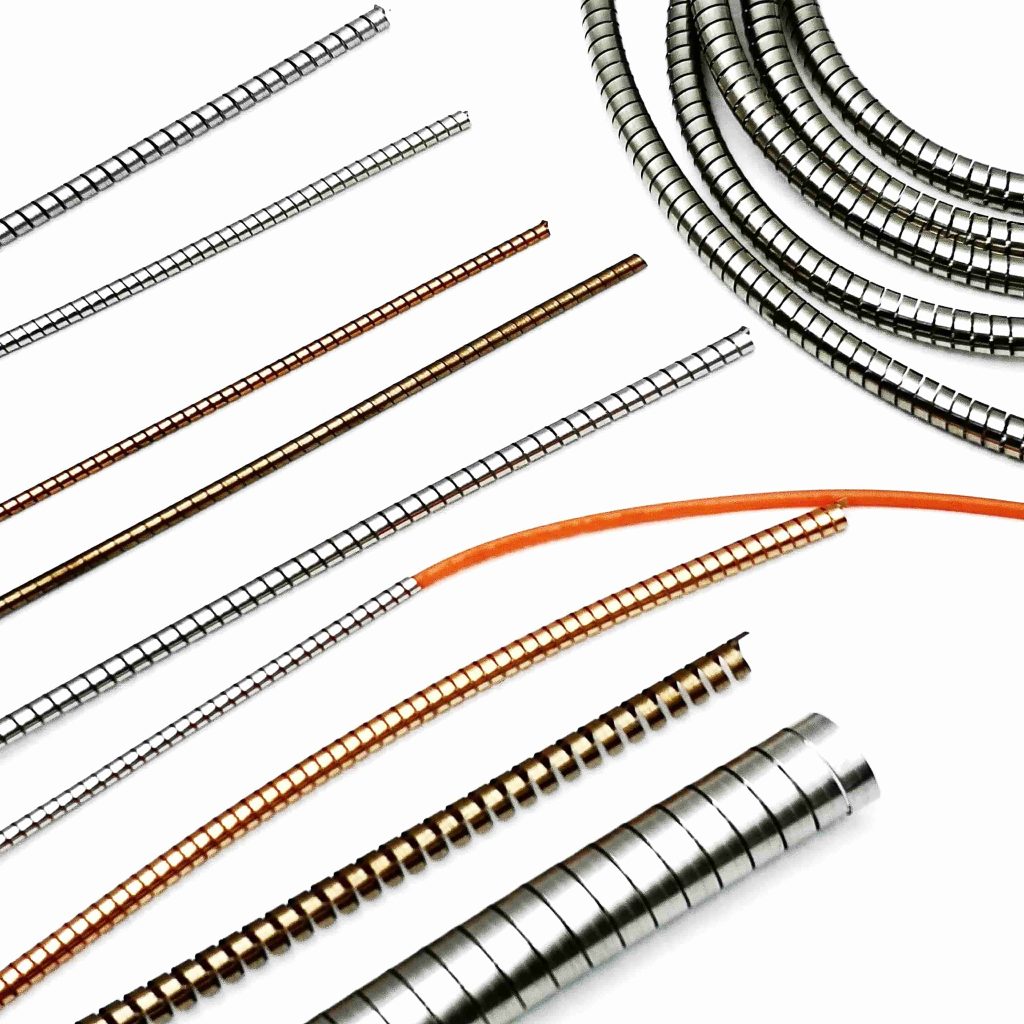
電磁干渉(EMI)シールドを提供するスパイラルシールドガスケット
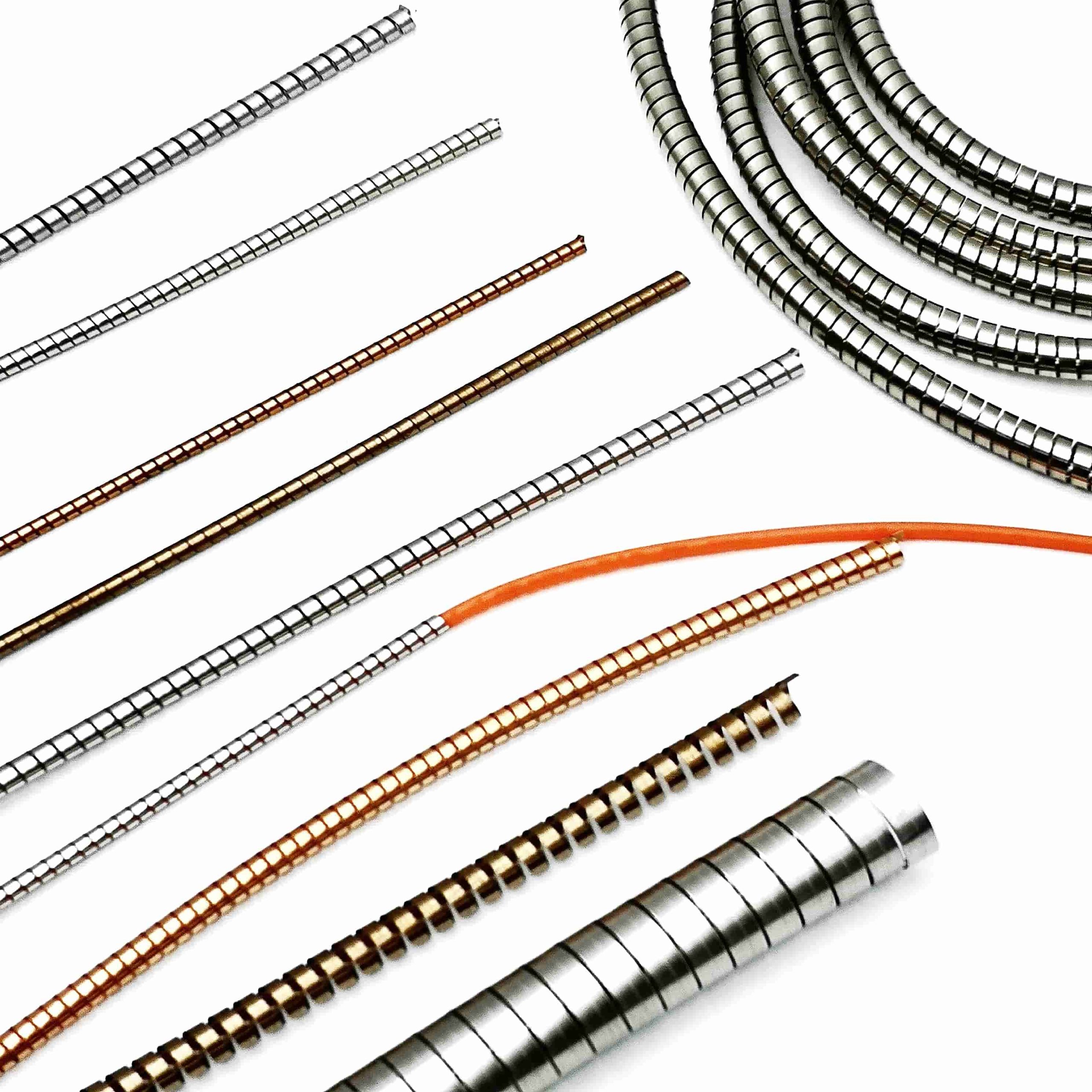

スパイラルシールドガスケット は、さまざまな産業用アプリケーションに不可欠なコンポーネントであり、信頼性の高い密閉性を確保しながら電磁干渉(EMI)シールドを提供します。しかし、腐食環境ではその効果が損なわれる可能性があるため、耐食性を高めることが重要です。
スパイラルシールドガスケット は、さまざまな産業用アプリケーションに不可欠なコンポーネントであり、信頼性の高い密閉性を確保しながら電磁干渉(EMI)シールドを提供します。しかし、腐食環境ではその効果が損なわれる可能性があり、耐食性を向上させることが極めて重要になる。この記事では、スパイラルシールドガスケットの耐食性を向上させるために採用されている多面的な戦略について、材料の選択、表面処理、設計の最適化、環境試験、複合材料の使用、メンテナンス方法などを網羅しながら解説する。これらの戦略を理解することで、メーカーは厳しい条件下でもスパイラルシールドガスケットの耐久性と信頼性を確保することができる。
目次
電磁干渉(EMI)シールドを提供するスパイラルシールドガスケット
1.素材の選択
ガスケットの性能の基本はその材料にあります。スパイラルシールドガスケットの場合、材質の選択が耐食性に直接影響します。
1.1 ステンレス合金
ステンレス は、その固有の耐食性により、スパイラルシールドガスケットに最も一般的に使用される材料である。様々なグレードがある、 316Lステンレス鋼 いくつかの理由で際立っている:
- モリブデン含有量:モリブデンの添加により、316Lの耐孔食性と耐隙間腐食性が強化され、特に多くの工業用途で一般的な塩化物を多く含む環境での耐孔食性が向上します。
- 低炭素:316Lは炭素含有量が低いため、溶接中の炭化物の析出を最小限に抑え、腐食性媒体にさらされる可能性のある溶接構造物に適している。
- 高強度:316Lステンレス鋼は、高い強度と靭性を備えており、耐食性とともに耐久性を必要とする用途に適しています。
1.2 代替合金
316Lでは十分でない環境では、他の高耐食性合金を検討することもできる:
- アロイ625:このニッケル基合金は、孔食や応力腐食割れに対する優れた耐性を持ち、化学処理を含む過酷な環境に適している。
- 二相ステンレス鋼:オーステナイト系ステンレス鋼とフェライト系ステンレス鋼の特性を併せ持ち、強度と耐食性を向上させた合金です。
2.表面処理
表面処理は、スパイラルシールドガスケットの耐食性を大幅に向上させることができる。保護バリアを形成し、表面特性を改善するために様々な方法が採用されている。
2.1 電気めっき
電気メッキは、ガスケットの表面に金属の薄い層を蒸着させます。電気めっきに使用される一般的な材料には、ニッケル、クロム、金などがあります。
- ニッケルめっき:これは、ステンレス鋼ガスケットのための最も一般的な電気めっき法の一つです。 ニッケルめっき 塩水噴霧やその他の腐食環境に対する耐性を向上させ、ガスケットの寿命を延ばします。
- クロムメッキと金メッキ:一般的ではないが、これらのコーティングは、特に消費者向け製品において、さらなる耐食性と美観を提供することができる。
2.2 不働態化
不動態化処理とは、ステンレス鋼表面の自然酸化 層を強化する化学処理プロセスである。このプロセスでは、鋼を酸溶液で処理することで、遊離鉄やその他の汚染物質を除去し、より均一で厚い酸化皮膜を残す。
- メリット:不動態化処理された表面は、酸化膜が破壊された領域で起こりうる局部腐食の可能性を最小限に抑えるため、より耐食性が高くなる。
2.3 コーティング
スパイラルシールドガスケットに保護コーティングを施すことで、腐食剤に対する物理的なバリアを追加することができる。
- エポキシ・コーティング:これらのコーティングは、水分の浸入を防ぎ、化学薬品にさらされるのを防ぐのに非常に効果的です。
- ポリウレタン・コーティング:柔軟性と強靭さで知られるポリウレタン・コーティングは、保護バリアを提供しながら衝撃を吸収し、擦り傷に抵抗することができます。
- フッ素樹脂コーティング:これらのコーティングは優れた耐薬品性を持ち、極端な温度環境での使用に適しており、長期間の保護を提供します。
3.デザインの最適化
設計はスパイラルシールドガスケットの耐食性において重要な役割を果たします。設計を最適化することで、メーカーは腐食に関連する故障の可能性を最小限に抑えることができます。
3.1 シーリング設計
適切なシール設計により、ガスケットは相手表面と強固なシールを形成し、湿気や腐食性物質がシステムに浸透するのを防ぎます。
- シーリング・リングの使用:表面によく適合するシールリングやガスケットを組み込むことで、全体的なシール性能を高めることができる。
- 接着剤:接着剤もガスケットを固定し、湿気や腐食性物質の侵入を防ぐのに役立つ。
3.2 構造設計
スパイラルシールドガスケットの幾何学的設計は、その耐食性に大きく影響する。
- 応力分布:応力集中を最小限に抑えるようにガスケットを設計することで、メーカーは腐食に関連する故障の可能性を減らすことができます。応力の高い部分は腐食が最初に起こることが多いため、形状を最適化することで耐久性を向上させることができます。
- 厚みの変化:ガスケットの異なる部分の厚さを注意深く考慮することも一役買います。厚い部分は、機械的摩耗や腐食に対してより大きな耐性を提供することができます。
4.環境適応性試験
スパイラルシールドガスケットがさまざまな環境条件下で良好な性能を発揮するためには、メーカーは徹底的なテストを実施しなければならない。
4.1 塩水噴霧試験
塩水噴霧試験は、塩水環境における材料の耐食性を評価するための標準化された方法である。
- 方法論:ガスケットを塩水ミストに長時間さらし、腐食の程度を評価する。このテストは、素材やコーティングの弱点を特定するのに役立つ。
- 申し込み:塩水噴霧試験の結果は、特定の環境で優れた性能を発揮する素材やコーティングの選択の指針となる。
4.2 湿度試験
湿度試験は、ガスケットの性能を実際のシナリオで評価するために、高含水率の条件をシミュレートします。
- 重要性:高湿度は腐食プロセスを加速させる可能性があるため、このような条件下でガスケットがどのように機能するかを評価することが重要です。
- 試験プロトコル:一般的には、ガスケットを長期間湿度管理下に置き、劣化や腐食の兆候を評価します。

5.複合材料
用途によっては、材料を組み合わせることで、耐食性などの性能特性を向上させることができる。
5.1 プラスチックとセラミックスの使用
プラスチックやセラミックとステンレ ス鋼を組み合わせることで、耐食性を高めたり、 その他の有益な特性を持たせることができる。
- プラスチックライナー:プラスチック製ライナーは非腐食性のバリアを作り、ステンレススチールは構造的完全性を提供します。この組み合わせは、化学薬品への暴露が懸念される環境で特に有効です。
- セラミック・コーティング:耐摩耗性を高め、過酷な化学薬品から保護し、ガスケット全体の耐久性に貢献します。
6.メンテナンスとケア
スパイラルシールドガスケットの寿命を延ばし、効果的な性能を確保するためには、定期的なメンテナンスとケアが不可欠です。
6.1 定期検査
定期的な点検を実施することで、摩耗、腐食、劣化の兆候を早期に発見することができる。
- 頻度:検査の頻度は、使用環境とアプリケーションの重要度によって異なる。より厳しい環境では、より頻繁な検査が必要になる場合がある。
- ドキュメンテーション:検査の記録を残すことは、ガスケットの性能を長期にわたって追跡し、潜在的な問題を示す可能性のある傾向を特定するのに役立ちます。
6.2 クリーニング
表面を清浄に保つことは、局部的な腐食を防ぎ、保護膜の効果を確実にするために不可欠である。
- クリーニングの手順:定期的に汚れ、ゴミ、腐食性の残留物を取り除くことで、ガスケットの表面とその保護コーティングの完全性を維持することができます。
- 対応クリーナー:不用意な損傷を避けるため、ガスケットに使用されている素材に適合する洗浄剤を使用することが不可欠である。
6.3 潤滑
用途によっては、適切な潤滑によってガスケットの性能を高め、腐食から保護することができる。
- 潤滑油の選択:ガスケット材料と化学的に適合する潤滑剤を使用することが重要です。不適合な潤滑剤はガスケットを劣化させ、早期故障につながります。
- メリット:潤滑は摩擦や摩耗を減らし、油圧システムなどのダイナミックシールの寿命を延ばします。

結論
スパイラルシールドガスケットの耐食性を向上させることは、厳しい環境下でその性能を発揮するために非常に重要です。慎重な材料選択、効果的な表面処理、設計の最適化、徹底的な環境試験、こまめなメンテナンスの実施により、メーカーはこれらの重要な部品の耐久性と信頼性を大幅に向上させることができます。技術の進歩に伴い、継続的な研究開発により新しい材料や方法が生み出され続け、様々な産業用途におけるスパイラルシールドガスケットの有効性がさらに高まるでしょう。
これらの戦略を統合することで、スパイラルシールドガスケットは効果的なEMIシールドを提供するだけでなく、腐食性の課題に直面しても構造的完全性と長期性能を維持することができます。最終的に、これらのガスケットの耐腐食性の向上は、機器の信頼性の向上、メンテナンスコストの削減、耐用年数の延長につながり、様々な産業において貴重な資産となります。
こちらもおすすめ
-
 敏感な電子機器を保護するEMIシールドフィンガーストック
敏感な電子機器を保護するEMIシールドフィンガーストックEMI/EMCシールド|RFIシールド|EMIガスケット
フィンガーストリップ
EMIシールドフィンガーストック(フィンガーストリップ)EMIシールドフィンガーストック入門基本概念EMIシールドフィンガーストックの主な特長と種類性能規格EMIシールドフィンガーストックの応用例設置方法EMIシールドフィンガーストックの利点EMIシールドフィンガーストックの限界EMIシールドフィンガーストックの今後の展開結論EMIシールドフィンガーストックとは?
-
EMIシールドスパイラルチューブガスケット
EMI/EMCシールド|RFIシールド|EMIガスケット
RF/EMIシールドスパイラルガスケット
EMI(電磁干渉)シールドスパイラルチューブガスケットは、多くの電子機器や産業用アプリケーションで重要なコンポーネントであり、厳しい環境下で構造的完全性を維持しながら、電磁干渉から繊細な機器を保護するように設計されています。これらのガスケットの主な懸念事項の1つ......
-
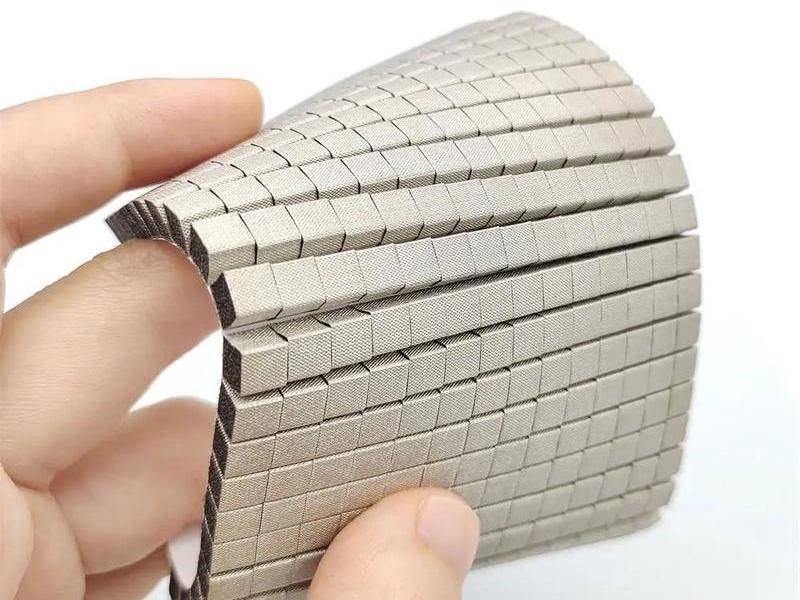
幅広い用途に使用可能な導電性フォーム
シールドガスケットソリューションと材料
導電性フォーム
導電性フォームは、従来のフォームの柔らかさ、柔軟性、圧縮性と電気を通す能力を併せ持つように設計された革新的な素材です。このユニークな特性の組み合わせにより、導電性フォームは、... 続きを読む
-
導電性接点ばね/導電用カンテッドコイルスプリング:信頼性の高い電気接続のための多用途ソリューション
コイルスプリング
導電性スプリング
導電性コンタクトフィンガースプリング/導電性カントコイルスプリング 信頼性の高い導電性を維持するための課題導電性コンタクトフィンガースプリング:信頼性の高いソリューション広い撓み範囲にわたって安定した力信頼性の高い導電性のための複数の接点優れた導電特性効率的な熱管理EMI/RFシールド機能SWaP(スペース、重量、......)をサポートします。
-
半田ベリリウム銅フィンガーストリップ/フィンガーストックは様々な利点があります。
フィンガーストリップ
ベリリウム銅フィンガーストリップシリーズ
https://www.handashielding.com/contact-us.html Handa Beryllium-Copper Fingerstrips/Fingerstocks with a variety of benefits Handa Beryllium-Copper Fingerstrips/Fingerstocks Introduction to Handa Beryllium-Copper Fingerstrips/FingerstocksOverview of Beryllium-Copper as a MaterialKey Features of Handa Beryllium-Copper Fingerstrips/FingerstocksApplications of Handa Beryllium-Copper Fingerstrips/FingerstocksAdvantages of Using Handa Beryllium-Copper Fingerstrips/FingerstocksInstallation and Best PracticesConclusion Introduction to Handa Beryllium-Copper....